- Retrait gratuit dans votre magasin Club
- 7.000.000 titres dans notre catalogue
- Payer en toute sécurité
- Toujours un magasin près de chez vous
- Retrait gratuit dans votre magasin Club
- 7.000.0000 titres dans notre catalogue
- Payer en toute sécurité
- Toujours un magasin près de chez vous
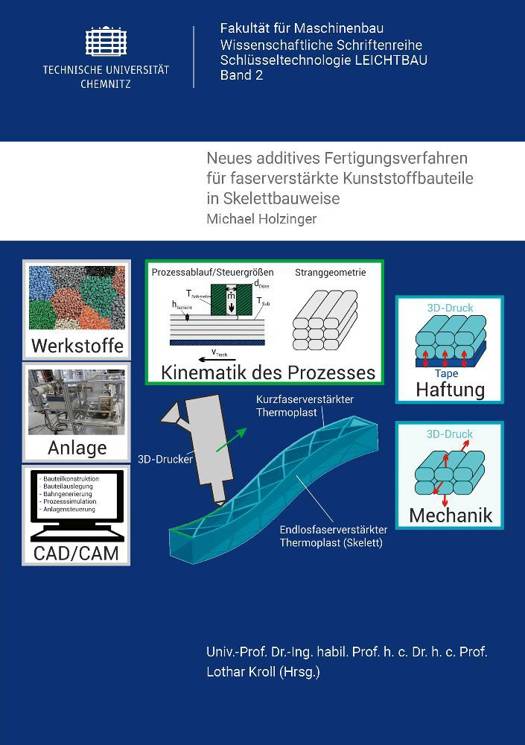
Neues additives Fertigungsverfahren für faserverstärkte Kunststoffbauteile in Skelettbauweise
Michael Holzinger
20,95 €
+ 41 points
Description
Das neue additive Fertigungsverfahren erlaubt die Herstellung von großvolumigen faserverstärkten Kunststoffbauteilen in Skelettbauweise ermöglicht, dazu wird ein modifizierter Extruder mit einer speziellen Kinematik genutzt. Der Fokus der Arbeit liegt auf der Analyse des Einflusses der Steuergrößen auf geometrische und mechanische Eigenschaften, sowie Haftung im Bauteil. Hinsichtlich der geometrischen Eigenschaften wird ein Prozessmodell entwickelt, das die Abhängigkeit der Strangbreite und -höhe von den Steuergrößen darstellt. Durch experimentelle Untersuchungen werden die Prozessgrenzen und an diesen auftretende Effekte ermittelt. Das Verfahren weist hier große Freiräume auf. So können z.B. mit einer 1 mm Düse Strangbreiten von 1,2-3,2 mm erzielt werden. Die mechanischen Eigenschaften in Strangrichtung erreichen im 3D-Druck annähernd die Steifigkeit und Festigkeit der Spritzgießreferenz. Prozessbedingt ist eine Porosität im Material nicht vollständig vermeidbar. Mittels direktem 3D-Drucken auf endlosfaserverstärktem Tape kann mit Vorheizen des Tapes ein guter Haftverbund generiert werden. Ergänzend wurden zwei Komponenten entwickelt, die für eine Industrialisierung des Prozesses entscheidend sind: Zum einen wurde ein neues Düsenkonzept vorgestellt, das eine schnelle Anpassung des Massestroms während des 3D-Druckens ermöglicht. Zum anderen wurde eine Temperierdüse vorgestellt, mit der mittels Konvektion der abgelegte Strang gekühlt bzw. erhitzt werden kann.
Spécifications
Parties prenantes
- Auteur(s) :
- Editeur:
Contenu
- Nombre de pages :
- 186
- Langue:
- Allemand
- Collection :
- Tome:
- n° 2
Caractéristiques
- EAN:
- 9783961001538
- Format:
- Livre broché
- Dimensions :
- 148 mm x 210 mm
- Poids :
- 260 g

Les avis
Nous publions uniquement les avis qui respectent les conditions requises. Consultez nos conditions pour les avis.